
东莞市泓瑞五金科技有限公司
电 话:(0762) 280 6889
传 真:0769-89221086
Q Q : 1430123581
手 机:18666860579 张S
手 机:13925799157 曹R
地 址:东莞市东坑镇东坑大道北229号
生产基地:河源市东源县陈田村新材料产业园泓泉厂区
网 站:www.hongrui59.com
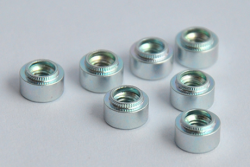
涨铆螺母常见问题及解决方法:
1.涨铆螺母头部变形,头部打歪.或许的原因是涨铆螺母模具的一冲设备及调机不当.
2.涨铆螺母的头部打的不圆.原因是螺丝模具一冲模的挑选不当或一冲成型不行.PEM压铆螺母

3.涨铆螺母有毛边或毛刺.原因是一冲成型不良、首要是冲棒与冲模孔之间空隙过大或冲棒太短致使.
4.涨铆螺母头部开裂,涨铆螺母头有裂缝.原因有或许是螺丝线材自身质量有疑问,所以这涨铆螺母线材在进行打头之前,一定要质量部验检一下,用药水点一下.特别是不锈钢螺丝线材,要验出那个是不锈钢201,那个是不锈钢304的.也有或许是或一冲模运用差错(如打盘头用六角华司头的一冲模),以及润滑油的粘度失效等原因.涨铆螺母头部的疑问,可阅读以上朱司理写的文章--高强度涨铆螺母开裂或头部裂缝查看.这文章傍边,很明白的介绍了涨铆螺母头部遇到的一些疑问及怎样去查看涨铆螺母头部疑问.压铆螺柱










 淘宝客服
淘宝客服

